



















































泥浆不落地系统由哪些设备组成
发布者:kosun | 发布时间:2025-05-14 | 阅读次数:862
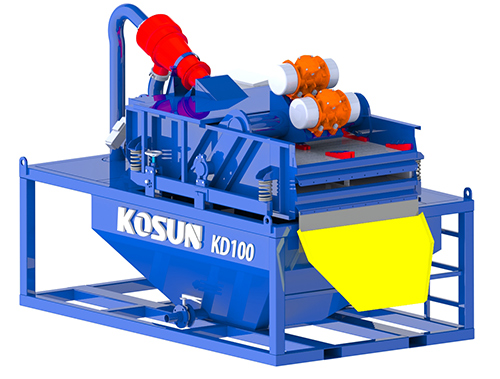
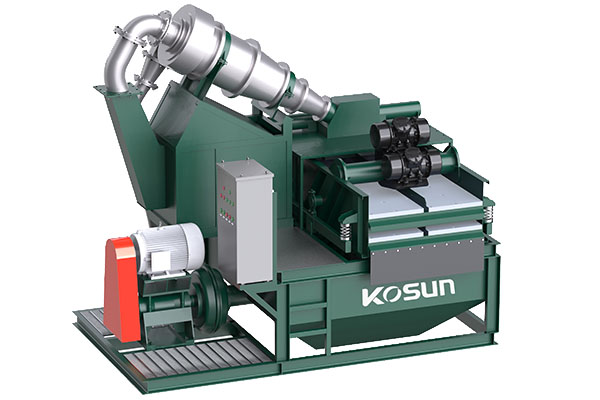
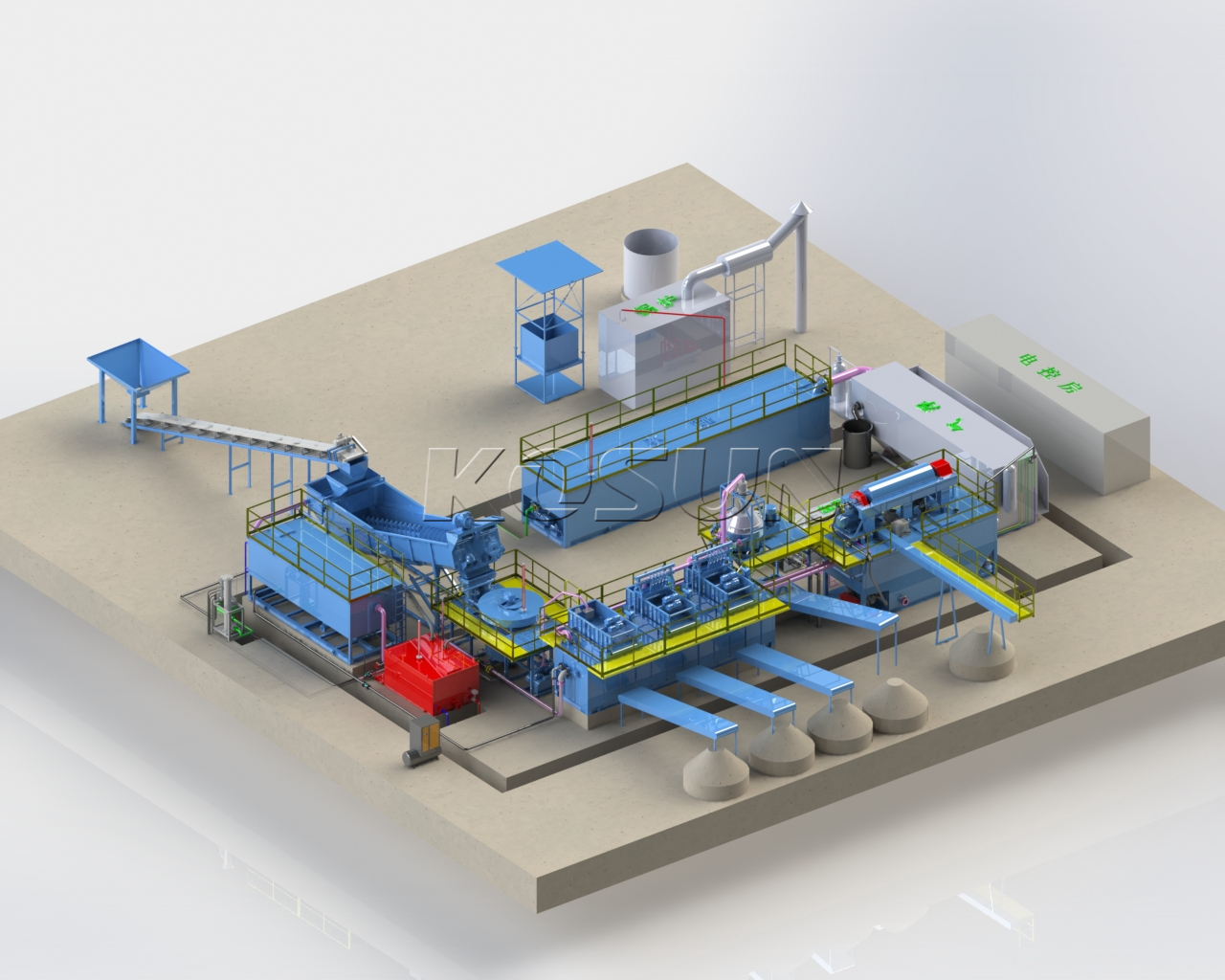
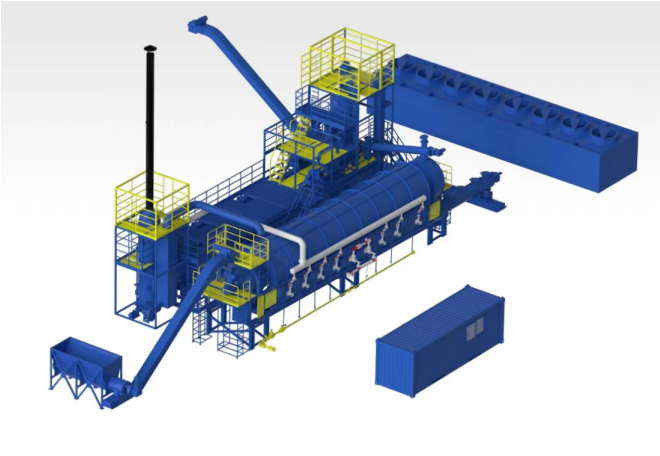
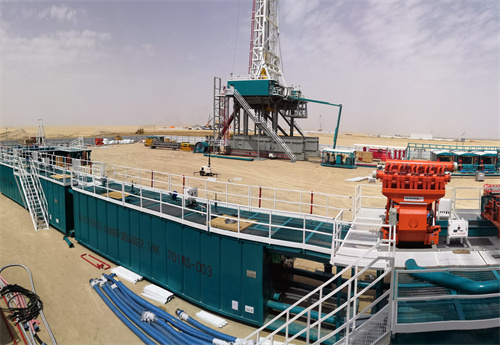
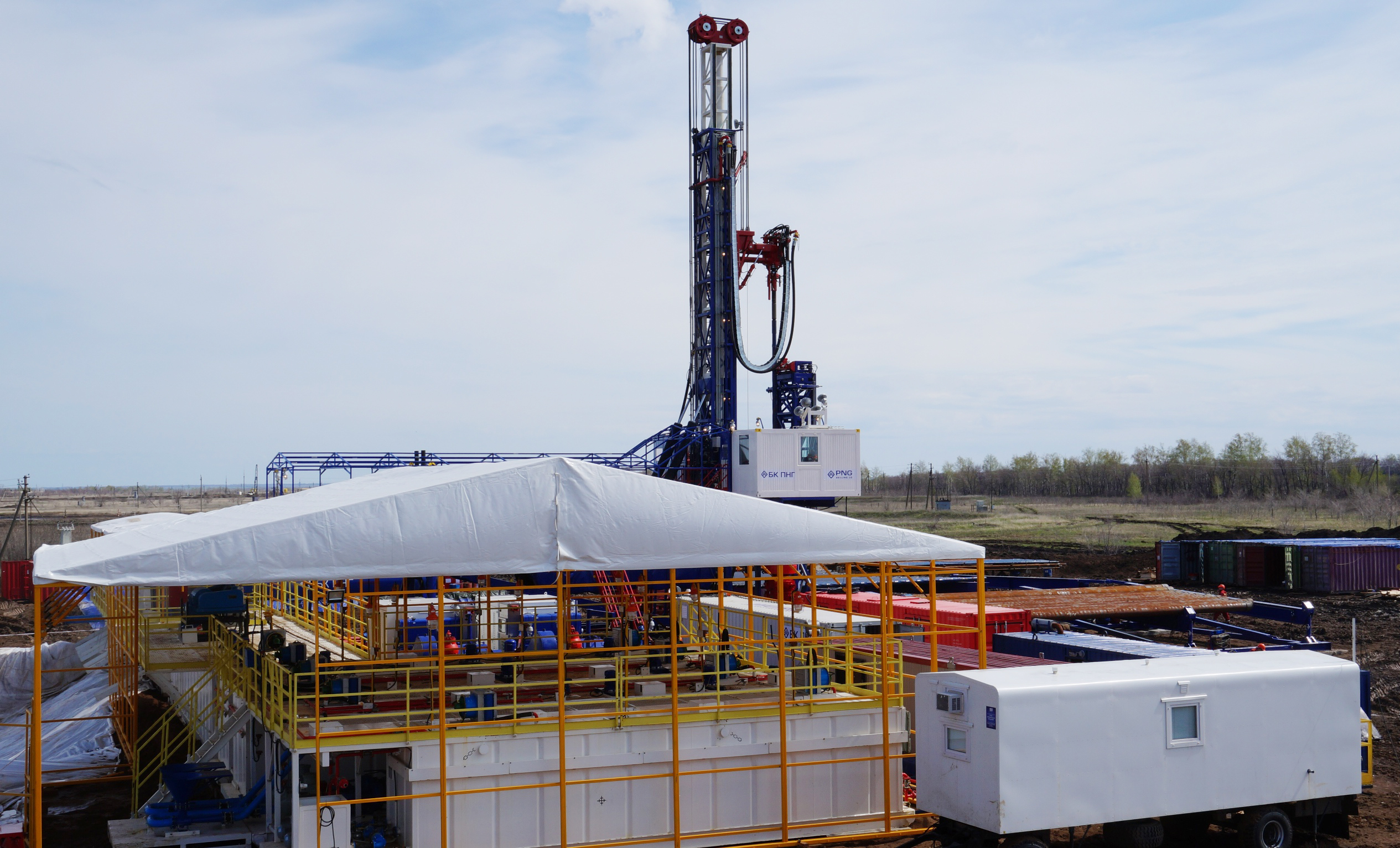
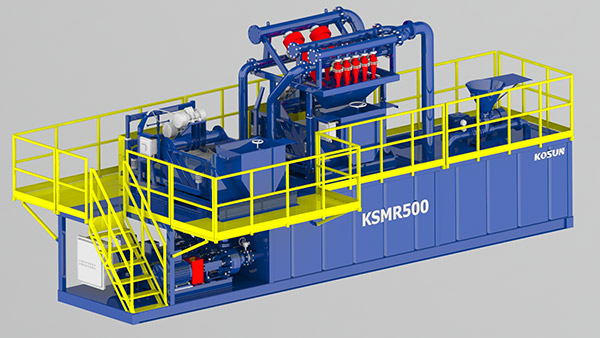
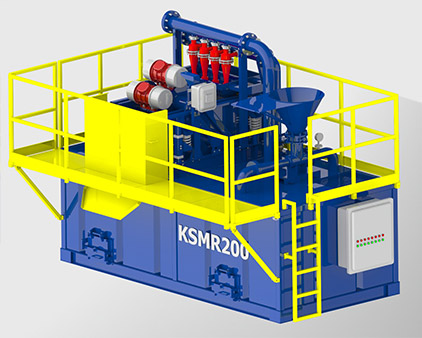
泥浆不落地系统是石油钻井中实现环保作业的核心装备,主要用于钻井泥浆的全程密闭处理与回收,防止污染土壤和地下水。其核心设备组成及功能如下:

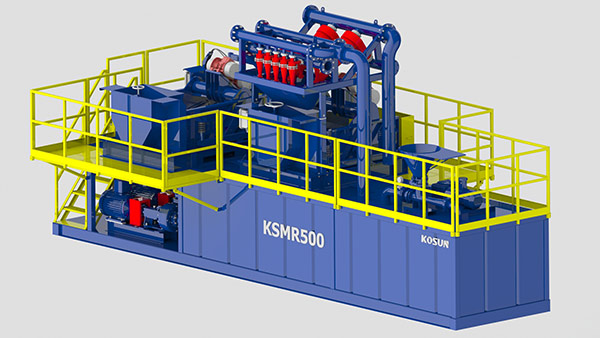
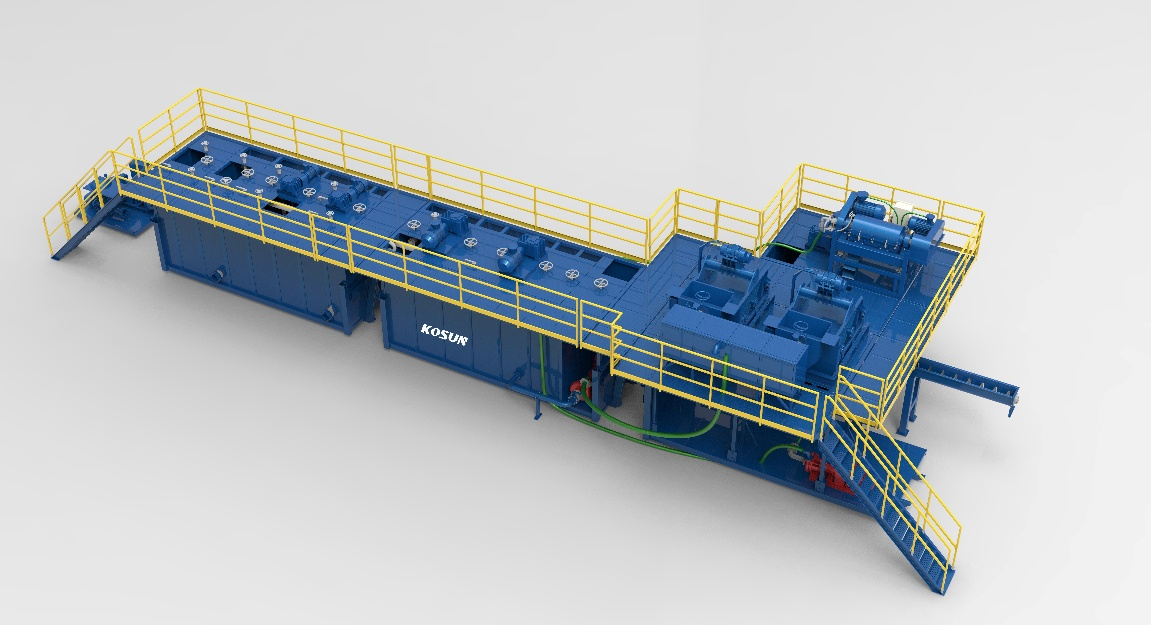
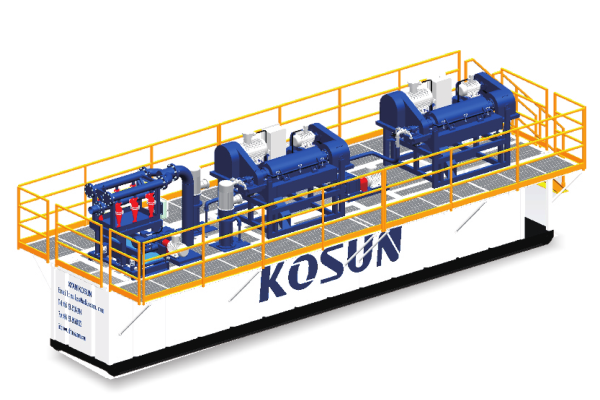
某项目应用的科迅机械泥浆不落地系统
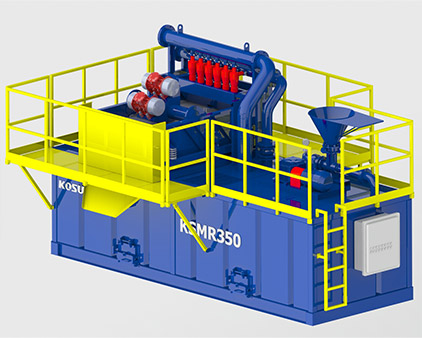
1. 泥浆收集装置
井口导流槽:直接连接井口,引导含岩屑的泥浆进入处理系统,避免外溢。
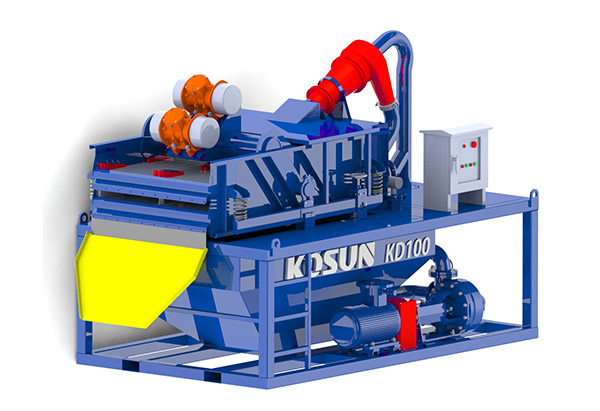
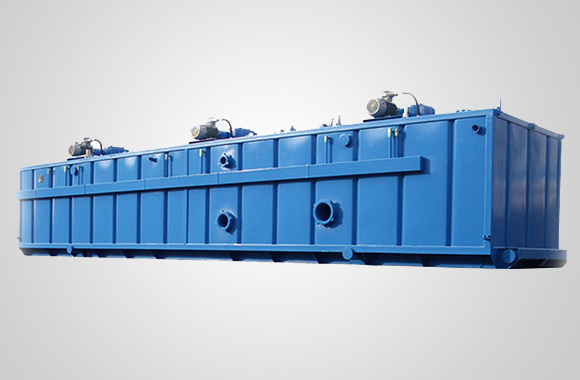
密闭泥浆罐:临时储存未处理的泥浆,配备液位传感器控制流量。

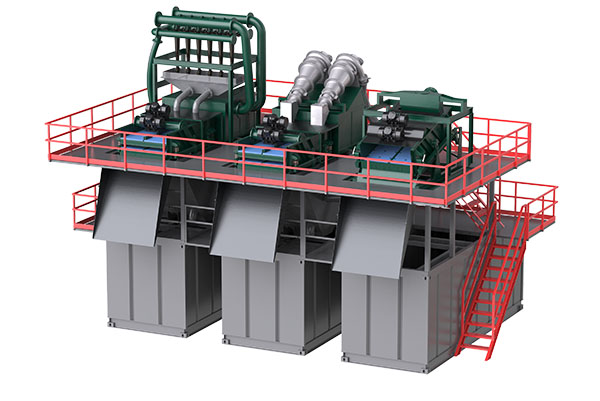
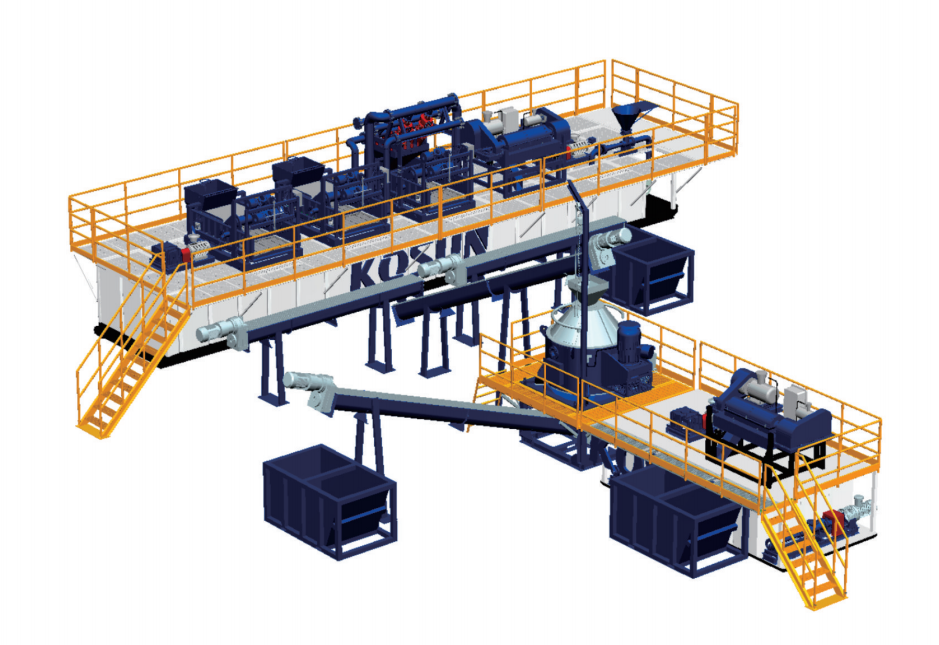
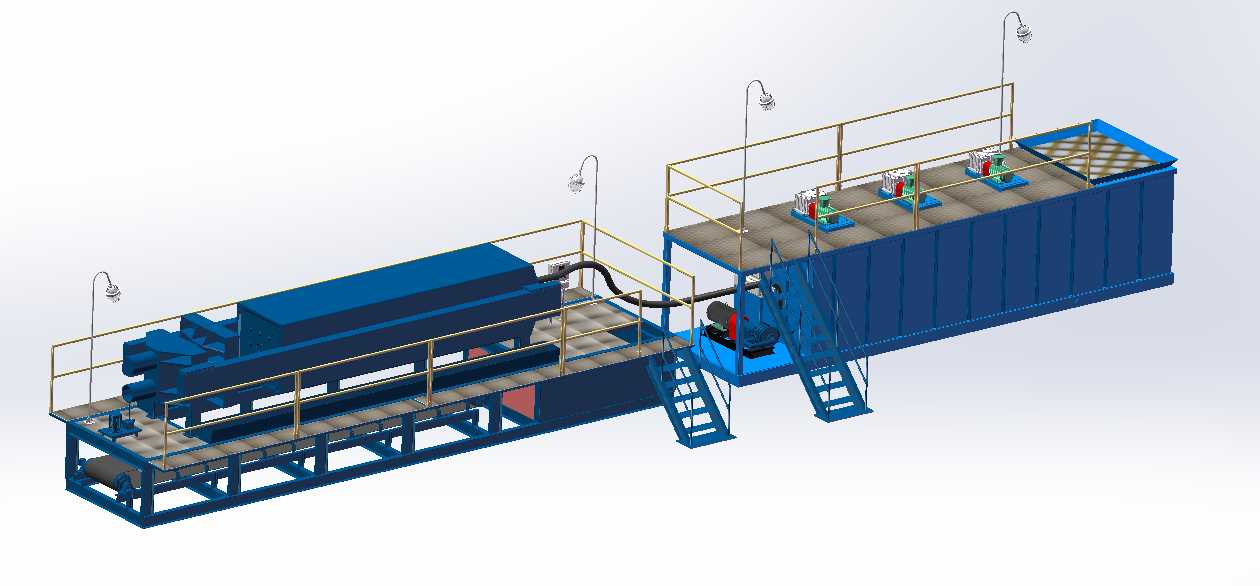
科迅机械泥浆不落地系统中的泥浆罐
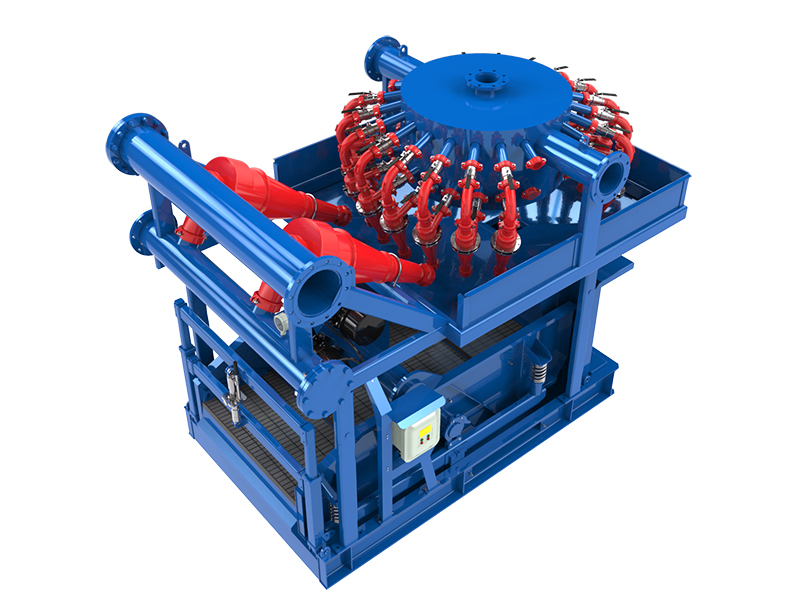
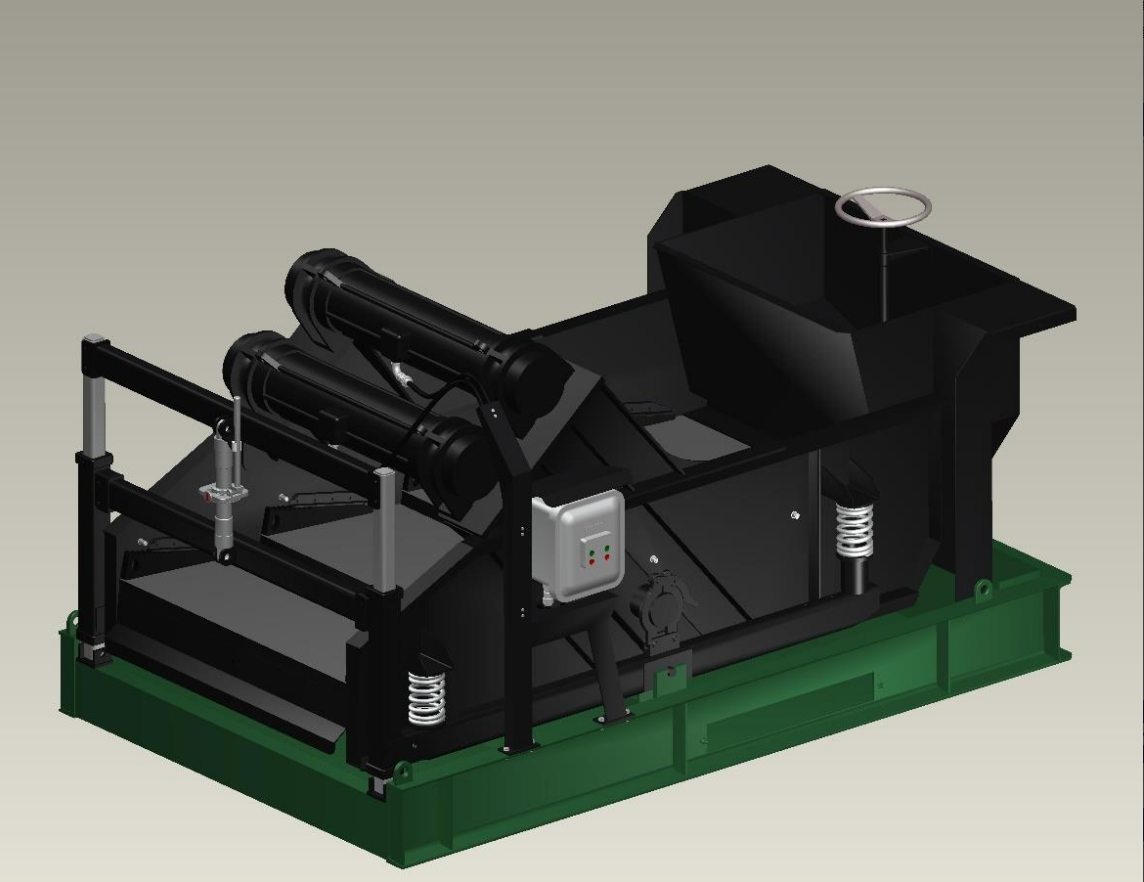
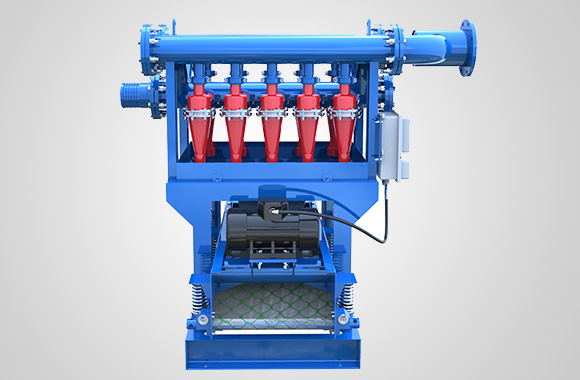
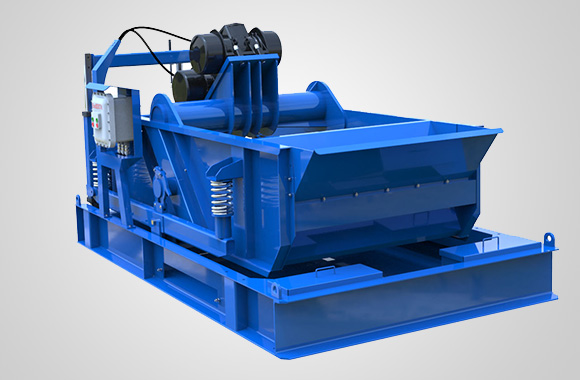
2. 固液分离模块
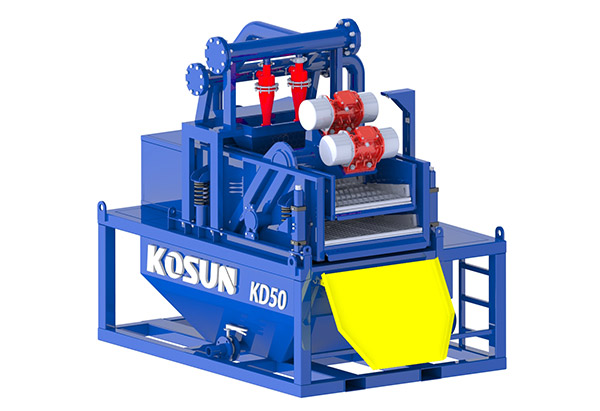
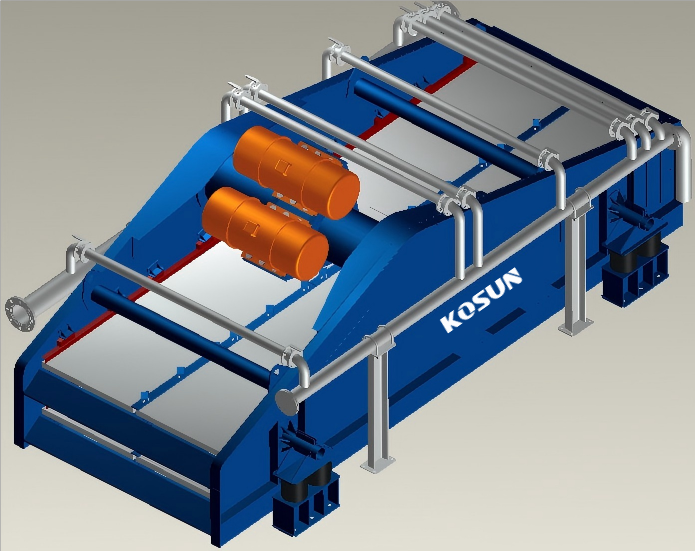
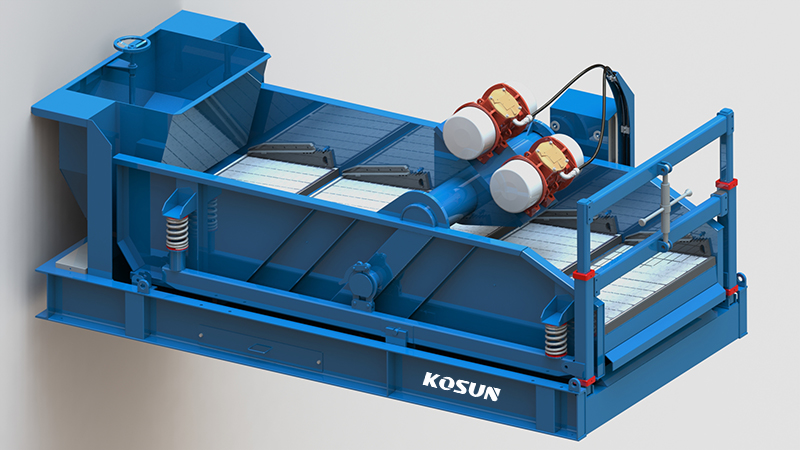
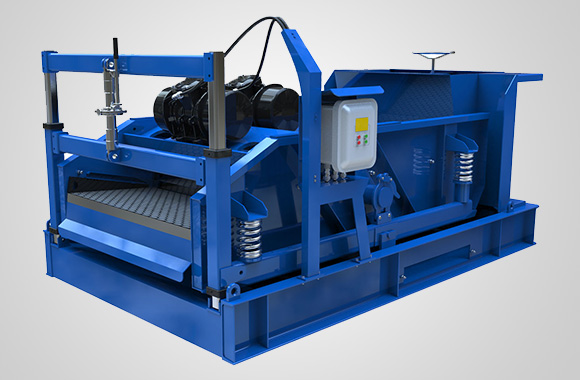
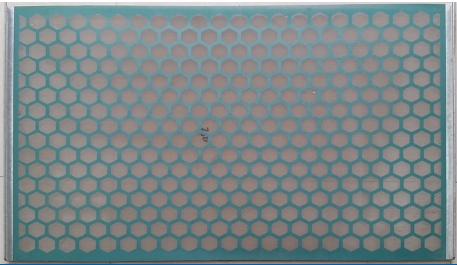
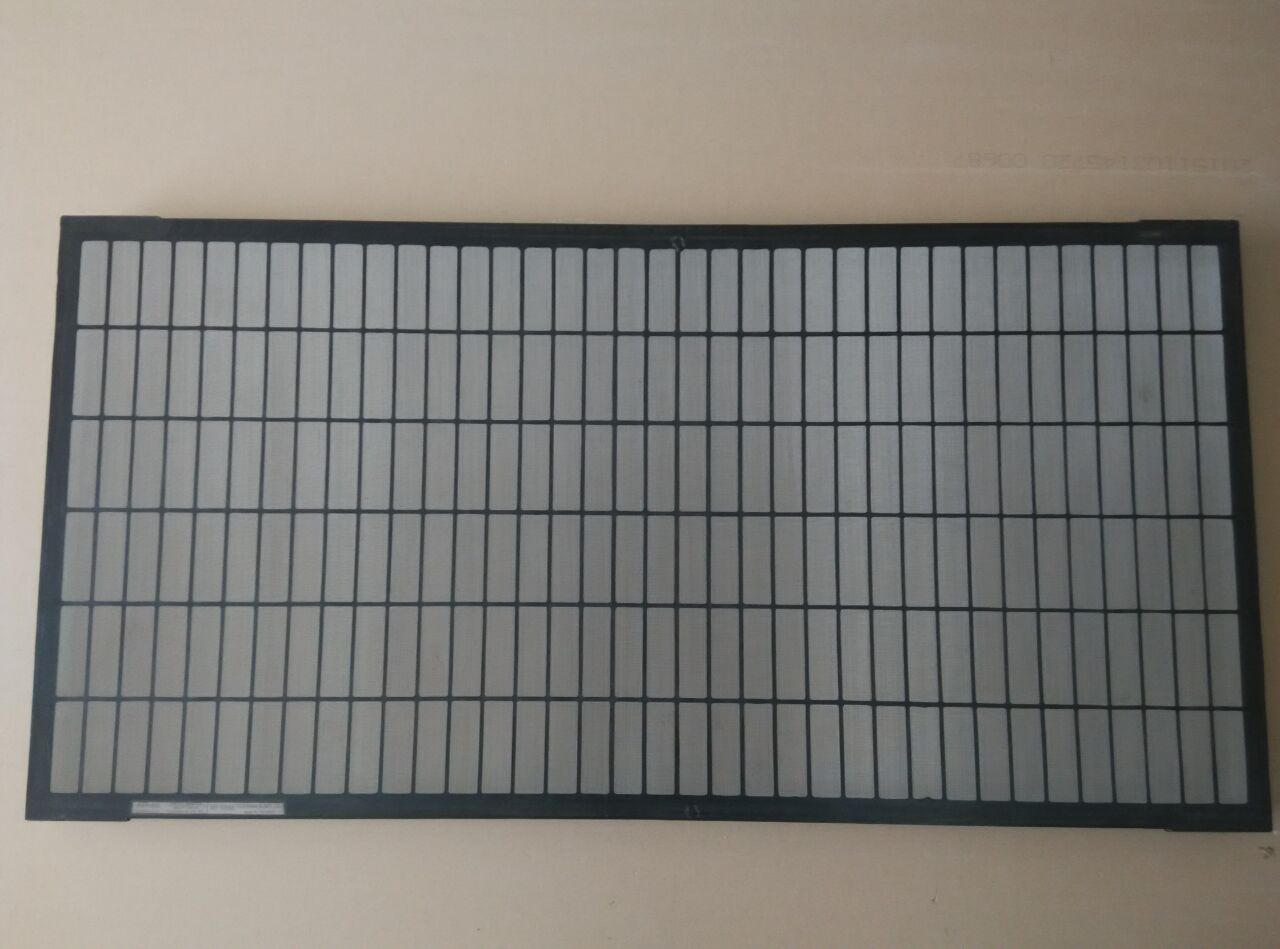
振动筛(一级处理):通过高频振动筛网分离直径>74μm的钻屑,处理量可达200m³/h。
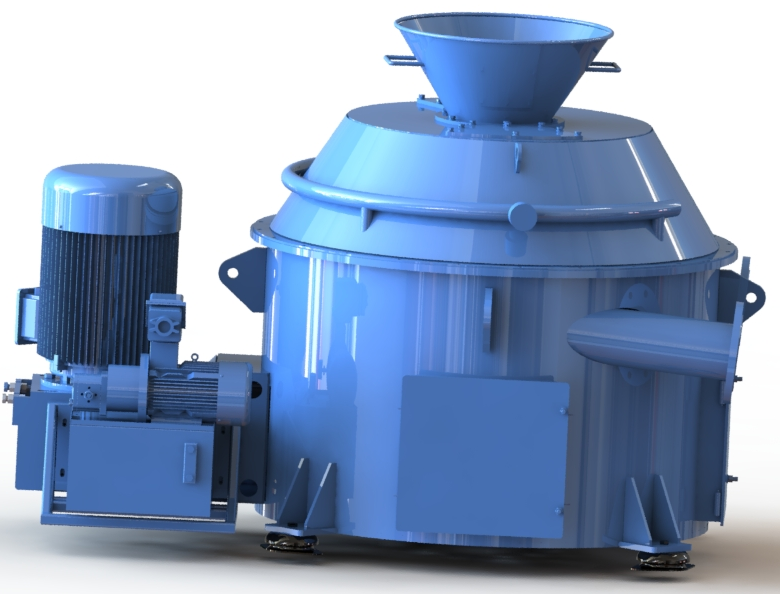
离心机(二级处理):高速旋转分离5-10μm的细颗粒,将泥浆含固率降至3%以下。
干燥筛/甩干机(三级处理):对分离后的钻屑热风干燥,含水率<15%,满足运输环保要求。
3. 泥浆循环系统
调节罐:添加化学药剂(如降黏剂、杀菌剂)调整泥浆性能,维持钻井液稳定性。
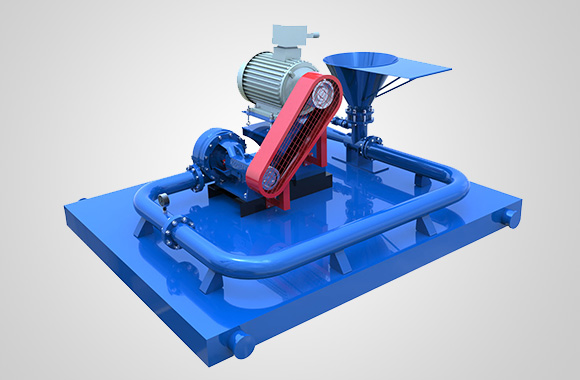
自动配浆装置:按比例混合清水、膨润土及添加剂,实时补充损耗的泥浆。
4. 钻屑处理模块
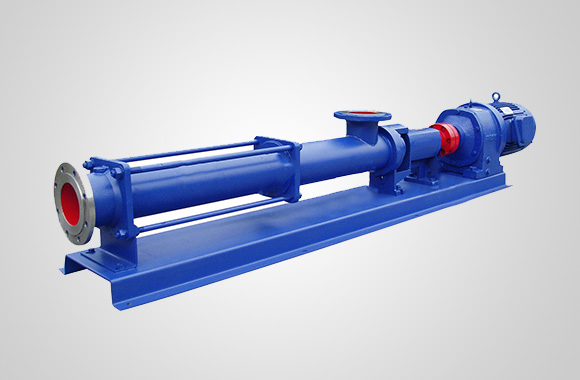
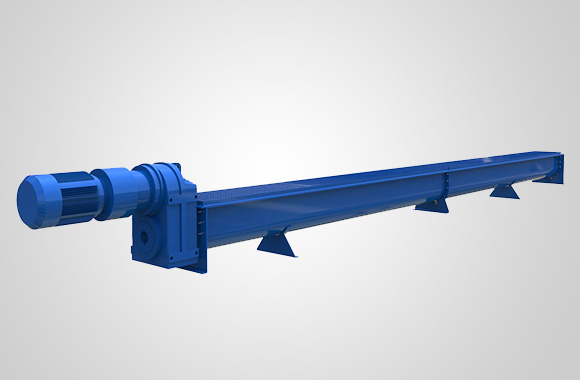
螺旋输送机:将干燥后的钻屑输送至密闭集装箱,避免粉尘扩散。
固化搅拌机:对有害钻屑添加水泥、石灰等固化剂,形成块状固体便于填埋。
5. 智能监控系统
物联网传感器:实时监测泥浆密度、pH值、含油量等参数,超标自动报警。
中央控制屏:远程操控设备启停,生成环保数据报表(如废弃物种类、处理量)。
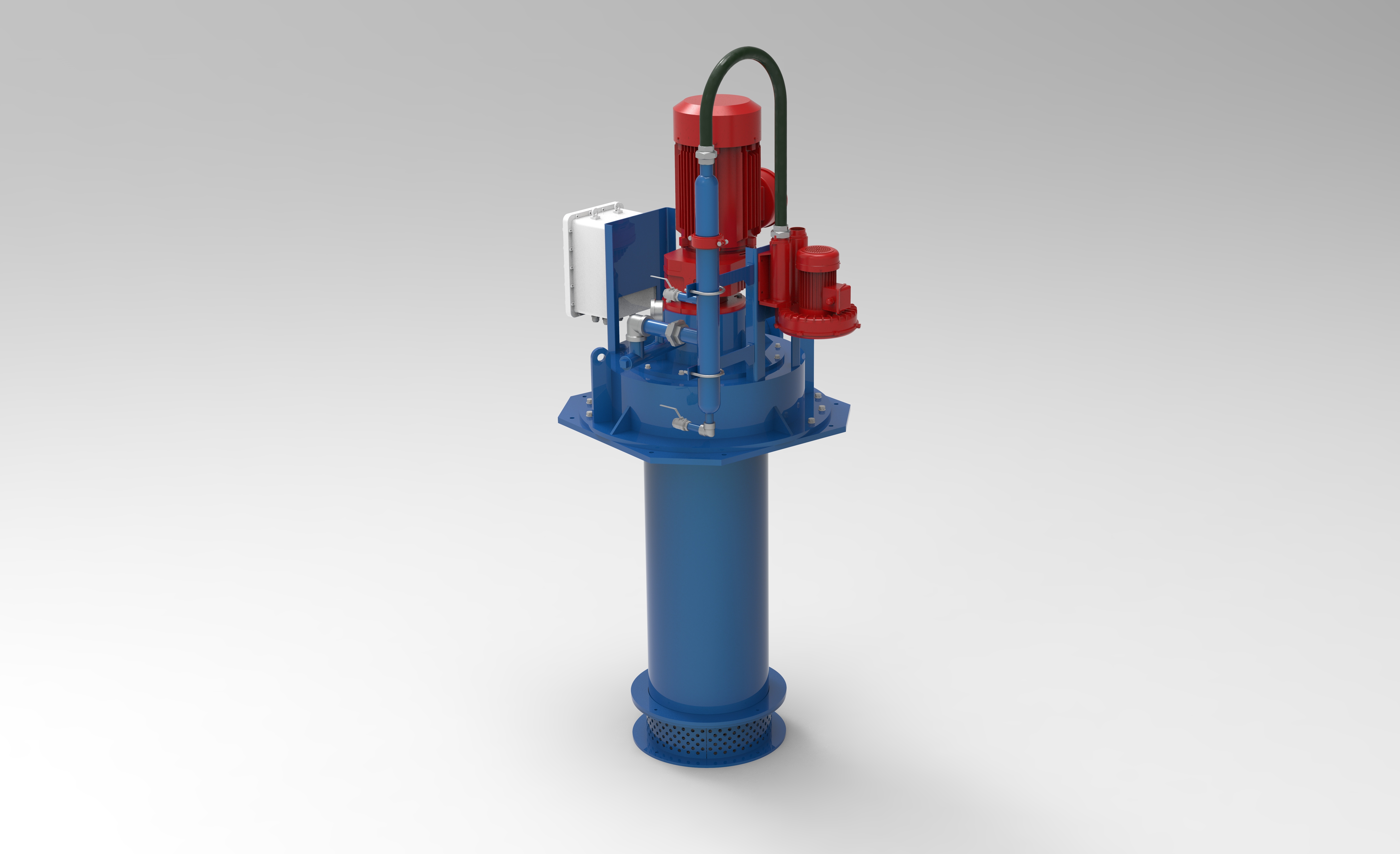
6. 辅助设备
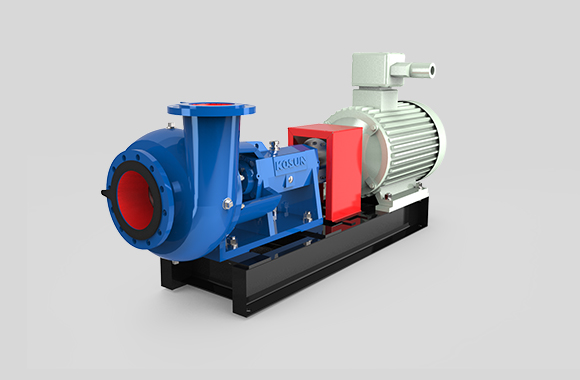
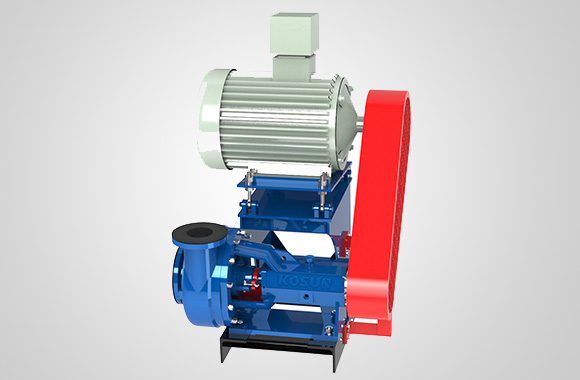
防爆泵组:耐腐蚀材质输送高磨蚀性泥浆,压力可达6MPa。
废气处理装置:吸附干燥过程产生的VOCs气体,达到GB16297排放标准。
工作流程示例
井口泥浆→导流槽→振动筛(去大颗粒)→离心机(精细分离)→液体回调节罐复用,固体进干燥筛→干燥钻屑经螺旋输送机装箱,危废钻屑固化处理→全程数据上传监管平台。
泥浆不落地该系统可实现钻井废弃物100%不落地,液体回用率超90%,大幅降低环保风险与处置成本。

